|
পণ্যের বিবরণ:
|
| শর্ত: | নতুন | পাউডার কন্ডিশন: | 380V/50HZ বা কাস্টমাইজড |
|---|---|---|---|
| সক্ষমতা: | 150-220 কেজি/ঘন্টা বা কাস্টমাইজড | পাইপ ব্যাস: | 20-110 মিমি বা কাস্টমাইজড |
| উপযুক্ত উপকরণ: | এইচডিপিই পিপিআর এলডিপিই এলএলডিপিই | ||
| বিশেষভাবে তুলে ধরা: | প্লাস্টিক পিপিআর পাইপ উত্পাদন লাইন 20 মিমি,পিপিআর পাইপ উত্পাদন লাইন 110 মিমি,110 মিমি পিপিআর পাইপ এক্সট্রুডার মেশিন |
||
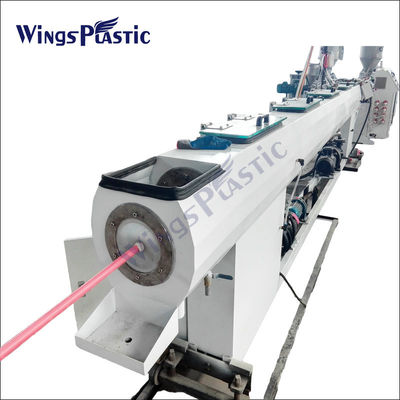
প্লাস্টিকের পিপিআর পাইপ এক্সট্রুডার মেশিন উৎপাদন লাইন
উৎপাদন প্রবাহঃ
Raw materials+color masterbatch → mixing → vacuum feeding → raw material drying → single screw extruder → color wire extruder → spiral mold → sizing sleeve → spray vacuum shaping box → spray cooling water tank → spray coding machine → track traction machine → finished product inspection and packaging.
পিপিআর পাইপের উৎপাদন প্রক্রিয়ায় দেখা দেওয়া সমস্যাগুলি কীভাবে সমাধান করা যায়
1. টিউবের পৃষ্ঠে পোড়া চিহ্নের উপস্থিতি শরীর বা নাকের অত্যধিক তাপমাত্রার কারণে হতে পারে; মেশিনের মাথা এবং ফিল্টার পুরোপুরি পরিষ্কার করা হয় না;গ্রানুলার উপাদান অশুচি; কাঁচামালের দুর্বল তাপীয় স্থিতিশীলতা বা তাপীয় স্থিতিশীলতার অপর্যাপ্ত ডোজ; তাপমাত্রা নিয়ন্ত্রণ যন্ত্রটি ত্রুটিযুক্ত।
2পাইপের পৃষ্ঠের কালো রেখাগুলি উচ্চ মাথা তাপমাত্রা এবং ফিল্টারটি পুঙ্খানুপুঙ্খভাবে পরিষ্কার না হওয়ার কারণে হতে পারে।
3পাইপের পৃষ্ঠের গ্লস না থাকা নিম্ন বা উচ্চ ছাঁচের তাপমাত্রার কারণে হতে পারে।
4. পাইপের পৃষ্ঠের wrinkles ছাঁচের চারপাশে অসম তাপমাত্রা কারণে হতে পারে; শীতল জল খুব গরম; আকর্ষণ খুব ধীর।
5. পাইপের অভ্যন্তরীণ দেয়ালের রুক্ষতা হ'ল কোর রডের কম তাপমাত্রা; দেহের তাপমাত্রা খুব কম; স্ক্রু তাপমাত্রা খুব বেশি।
6. পাইপের অভ্যন্তরীণ দেয়ালের ফাটলগুলি উপাদানটিতে অশুদ্ধতার কারণে হতে পারে; কোর রডের তাপমাত্রা খুব কম; শরীরের তাপমাত্রা কম; ট্যাকশন গতি খুব দ্রুত।
7. পাইপের অভ্যন্তরীণ দেয়ালের অসমানতা থাকতে পারে, যার ফলে খুব বেশি স্ক্রু তাপমাত্রা হতে পারে; স্ক্রু গতি খুব দ্রুত।
8পাইপের অভ্যন্তরীণ দেয়ালে বুদবুদ থাকতে পারে, যা ভিজা হয়ে যেতে পারে।
9. পাইপ প্রাচীরের অসমান বেধের ফলে মুখের ছাঁচ এবং কোর ছাঁচ সারিবদ্ধ হতে পারে না; মাথা তাপমাত্রা অসমান; অস্থিতিশীল আকর্ষণ; সংকুচিত বায়ু অস্থিতিশীল।
10. পাইপ বাঁকানো অনিয়মিত প্রাচীর বেধ হতে পারে; মেশিন মাথা কাছাকাছি অনিয়মিত তাপমাত্রা; মেশিন মাথা এবং আকর্ষণ কাটার কেন্দ্রের শীতল খাঁজ সারিবদ্ধ হয় না;ঠান্ডা খাঁজ উভয় প্রান্তে গর্ত একগুঁয়ে নয়.
11. শরীরের অপর্যাপ্ত প্লাস্টিকাইজেশনের কারণে পণ্যটি ভঙ্গুর হতে পারে; স্ক্রু গতি খুব দ্রুত; মাথা তাপমাত্রা খুব কম; রজন সান্দ্রতা খুব বেশি।
12. পাইপের বড় লম্বা বা তির্যক সংকোচন আকারের হাতা এবং ডায়ের অভ্যন্তরীণ ব্যাসার্ধের মধ্যে একটি বড় রেডিয়াল পার্থক্যের কারণ হতে পারে (অনুসারী);ট্র্যাকশন গতি খুব বেশি (অংশীয়).
13. হঠাৎ ধীর স্রাবের ফলে স্ক্রু খাওয়ানোর বিভাগে উচ্চ তাপমাত্রা হতে পারে; বায়ুচলাচল মধ্যে জল প্রবেশ; মেশিন মাথা মধ্যে গলিত চাপ কম।
![]()

মেশিনের মৌলিক তথ্য:
| এক্সট্রুডার আকার | প্রধান মোটর | সর্বাধিক ক্ষমতা | পাইপের ব্যাসার্ধ |
| ৬৫/৩৩ | ৩৭ কিলোওয়াট | ১৫০ কেজি/ঘন্টা | ১৬-৬৩ মিমি |
| 65/33-H | ৪৫ কিলোওয়াট | ১৮০ কেজি/ঘন্টা | ১৬-৬৩ মিমি |
| 65/33-H | ৫৫ কিলোওয়াট | ২০০ কেজি/ঘন্টা | ২০-১১০ মিমি |
![]()
ব্যক্তি যোগাযোগ: Mr. Wang
টেল: +86 15092066953
ফ্যাক্স: 86--532-87252290


 Bengali
Bengali